Extruded vs Bonded Fin vs Skived Heat Sinks: Cost and Performance Comparison
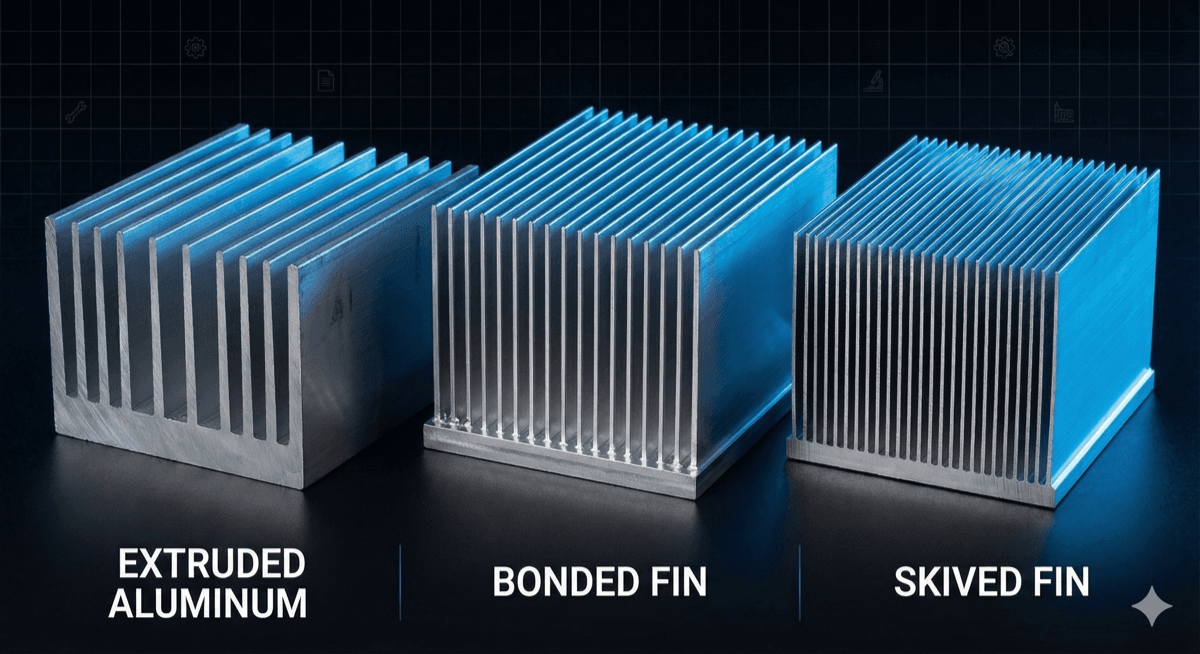
Heatsink manufacturing method significantly impacts thermal performance, cost, and design flexibility. This comparison examines extruded and bonded-fin heatsinks—the two most common construction types—covering their manufacturing processes, performance characteristics, and optimal applications in power electronics cooling.
Manufacturing Process Overview
Understanding how heatsinks are made reveals their inherent capabilities and limitations.
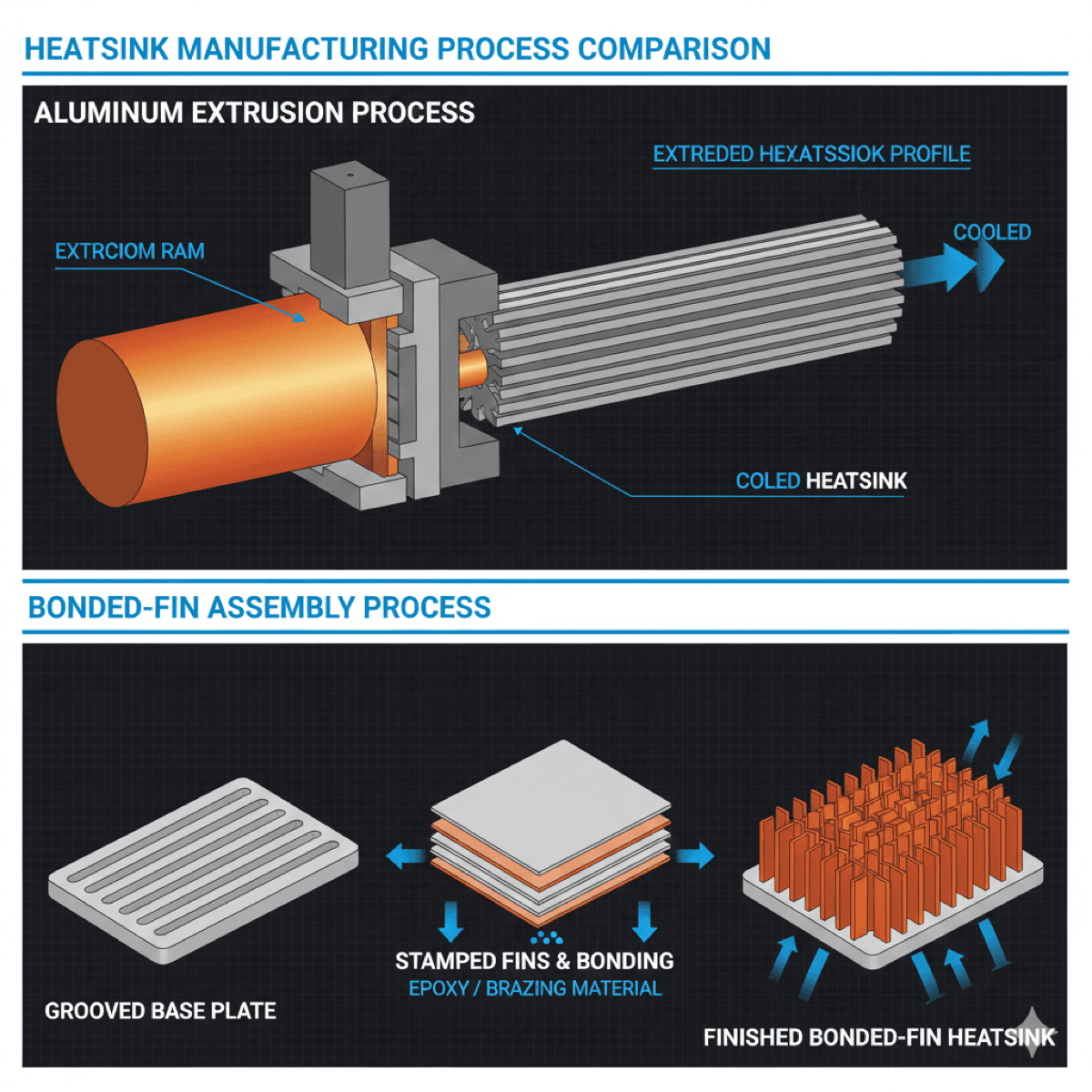
Extruded Heatsinks:
Process:
- Aluminum billet heated to ~500°C
- Forced through shaped die under high pressure
- Emerges as continuous profile
- Cut to length, machined as needed
Characteristics:
- Single-piece construction
- No joints or interfaces
- Limited by die capabilities
- Economical for standard profiles
Typical materials:
- 6063-T5 aluminum (most common)
- 6061-T6 (higher strength)
- Rarely copper (difficult to extrude)
Achievable geometries:
- Fin height: Up to 75mm
- Fin thickness: 0.8mm minimum
- Fin spacing: 3mm minimum
- Aspect ratio (height/thickness): Up to 20:1
Bonded Fin Heatsinks:
Process:
- Base plate manufactured (cast, machined, or extruded)
- Individual fins fabricated (stamped, machined)
- Fins attached to base (brazing, epoxy, or friction welding)
- Finish machining if needed
Characteristics:
- Two-piece construction (base + fins)
- Interface between fins and base
- Greater design flexibility
- Higher cost than extrusion
Attachment methods:
- Brazing: Best thermal, most expensive
- Epoxy: Economical, lower thermal performance
- Press-fit: Good thermal, production challenges
- Swaging: Deformation locks fins in base
Achievable geometries:
- Fin height: Virtually unlimited (>150mm)
- Fin thickness: 0.3mm possible
- Fin spacing: 1mm possible
- Aspect ratio: 50:1 or higher
Thermal Performance Comparison
Performance differences stem from geometric capabilities and construction method.
Base Spreading:
Extruded:
- Base is monolithic with fins
- No interface resistance in base
- Thermal conductivity: ~200 W/mK uniform
Bonded:
- Base can be copper for better spreading
- Copper base: ~390 W/mK
- Useful for small, concentrated heat sources
Fin Efficiency:
Higher aspect ratio fins (bonded advantage):
- More surface area per footprint
- Thinner fins possible (0.3mm vs 0.8mm)
- More fins per unit width
But diminishing returns:
- Very thin fins have lower efficiency
- Optimal thickness depends on airflow
Interface Resistance:
Extruded: None Bonded:
- Brazed: 0.01-0.02°C/W per cm²
- Epoxy: 0.1-0.2°C/W per cm²
For high-power applications, interface adds measurable resistance.
Comparative Performance:
Same footprint, same airflow:
- Optimized bonded fin: 10-30% better than extrusion
- Improvement from higher fin density
- But interface partially offsets gains
Real-world examples (50×50mm, 2 m/s airflow):
Extruded (10 fins, 3mm spacing, 1mm thick, 40mm tall):
- Rth ≈ 1.2°C/W
Bonded (20 fins, 1.5mm spacing, 0.5mm thick, 40mm tall):
- Rth ≈ 0.9°C/W (brazed)
- Rth ≈ 1.0°C/W (epoxy)
~20% improvement with brazed bonded-fin construction.
Cost and Economics
Cost structure differs significantly between manufacturing methods.
Tooling Costs:
Extrusion die:
- Simple profiles: $2,000-5,000
- Complex profiles: $5,000-15,000
- Amortized over high volume
Bonded fin tooling:
- Stamping die for fins: $5,000-20,000
- Base machining fixtures: $1,000-5,000
- Higher total tooling investment
Per-Unit Costs:
Extruded (commodity profile):
- Material: $5-15/kg
- Processing: Minimal
- Example: 100×100×25mm → $5-10
Custom extruded:
- Similar material cost
- Tooling amortization adds $1-5
- Example: 100×100×25mm → $7-15
Bonded fin:
- Material: Higher (more fins)
- Assembly: Significant labor/process
- Example: 100×100×25mm → $20-50
Cost Comparison (100×100×40mm heatsink):
| Method | Qty 100 | Qty 1000 | Qty 10000 | |--------|---------|----------|-----------| | Stock extrusion | $8 | $6 | $4 | | Custom extrusion | $15 | $8 | $5 | | Bonded (epoxy) | $40 | $25 | $18 | | Bonded (brazed) | $60 | $35 | $25 |
Bonded fins cost 3-5× more than extrusion.
Break-Even Analysis:
When does bonded-fin justify cost premium?
- 20% thermal improvement worth 3× cost?
- Consider: Size reduction, smaller enclosure
- Or: Power increase without redesign
- Or: Premium product differentiation
Generally justified when:
- Space is at premium
- Maximum performance required
- Cost is secondary concern
Design Flexibility
Design constraints differ significantly between methods.
Extruded Heatsink Constraints:
Profile limitations:
- Constant cross-section along length
- Limited fin aspect ratio (~20:1)
- Minimum feature sizes (0.8mm fins, 3mm gaps)
- Die-imposed constraints
Length flexibility:
- Cut to any length from stock
- No additional tooling for length changes
- Secondary machining for features
Width constraints:
- Maximum width depends on press size
- Typically up to 300mm
- Wider requires multiple sections
Height limits:
- Maximum ~75mm for high aspect ratio
- Can go taller with lower aspect ratio
- Collapse risk limits fin height
Bonded Fin Flexibility:
Geometric freedom:
- Non-uniform fin distribution possible
- Variable fin height across heatsink
- Custom base thickness profiles
- Copper base, aluminum fins (hybrid)
Size capability:
- Virtually unlimited dimensions
- Very tall fins possible (>150mm)
- Wide heatsinks straightforward
- Modular construction for huge assemblies
Complex features:
- Integrated mounting features
- Multiple fin patterns on one base
- Heat pipes embedded in base
- Cross-flow optimization
Design Examples:
Application: High-power IGBT module
- Heat source: 60×120mm
- Power: 500W
Extruded approach:
- 150×150×60mm profile
- 12 fins, 50mm tall
- Rth ≈ 0.25°C/W
Bonded approach:
- 140×140×80mm
- 25 fins, 70mm tall
- Rth ≈ 0.18°C/W
- 30% better, slightly smaller footprint
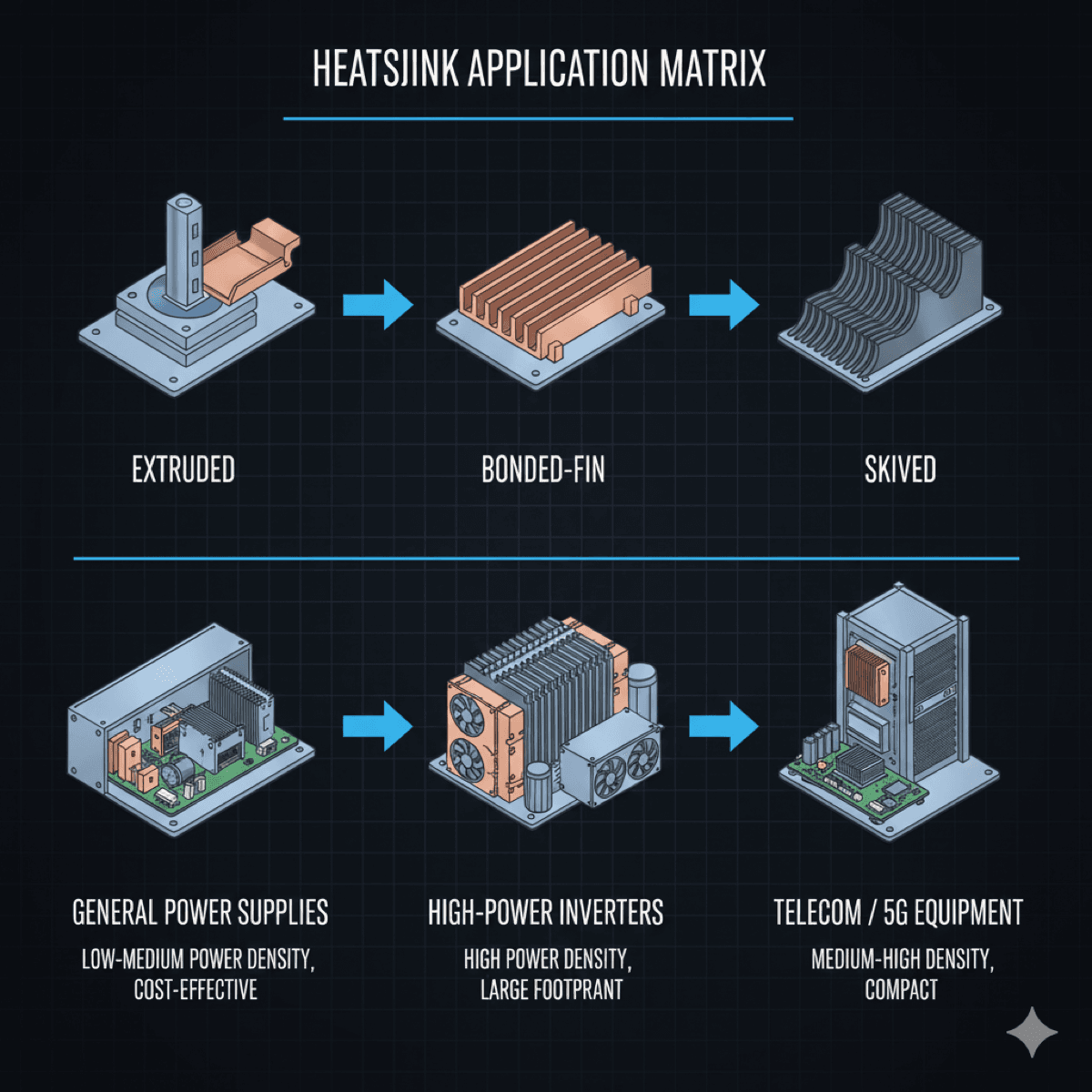
Application Guidelines
Matching technology to application requirements optimizes cost and performance.
Use Extruded Heatsinks When:
Standard performance adequate:
- Thermal resistance target achievable
- Space available for larger heatsink
- Cost optimization priority
High volume production:
- Tooling cost amortized
- Per-unit cost advantage
- Standard profiles reduce lead time
Simple geometry sufficient:
- Rectangular footprint
- Uniform heat distribution
- Standard mounting
Quick turnaround needed:
- Stock profiles available
- Custom dies take 4-8 weeks
- Cut-to-length from stock
Use Bonded Fin Heatsinks When:
Maximum performance required:
- Every fraction of °C/W matters
- Cannot increase heatsink size
- Premium application justifies cost
Space constrained:
- Need taller fins than extrusion allows
- Higher fin density required
- Compact form factor mandatory
Special requirements:
- Non-uniform fin layout
- Copper base needed
- Integrated heat pipes
- Complex mounting features
Low to medium volume:
- Tooling cost less prohibitive
- Per-unit cost acceptable
- Custom design worthwhile
Special Considerations:
Natural convection:
- Extrusion adequate (wide spacing works)
- Bonded fin overkill for most applications
Forced air (high velocity):
- Bonded fin advantages more pronounced
- Tighter fin spacing beneficial
- Worth cost premium for performance
Cross-flow applications:
- Bonded fin can optimize for cross-flow
- Extrusion requires external ducting
Hybrid solutions:
- Extruded base with bonded fins
- Copper inserts in aluminum extrusion
- Combine advantages
Selection Decision Process
A systematic approach ensures optimal heatsink selection.
Step 1: Define Requirements
Thermal:
- Power dissipation (W)
- Maximum junction temperature (°C)
- Ambient temperature (°C)
- Airflow conditions
Mechanical:
- Available envelope (L×W×H)
- Weight limit (kg)
- Mounting method
Commercial:
- Target cost ($)
- Volume (units/year)
- Lead time requirements
Step 2: Calculate Thermal Requirement
Required Rth = (Tj_max - Ta) / P
Example:
- Tj_max = 125°C
- Ta = 50°C
- P = 200W
- Rth_required = 0.375°C/W
Step 3: Check Standard Extrusions
Search supplier catalogs:
- Filter by footprint and height
- Compare Rth at your airflow
- Note: Catalog values are often optimistic
If standard extrusion meets needs: → Select and proceed (lowest cost)
Step 4: Evaluate Custom Extrusion
If standard insufficient:
- Can custom profile achieve Rth?
- Account for tooling cost/time
- Consider volume (amortization)
Custom extrusion viable if:
- Volume > 500-1000 units
- Tooling lead time acceptable
- Geometry achievable in extrusion
Step 5: Consider Bonded Fin
If extrusion cannot meet requirements:
- Request bonded-fin quotes
- Compare total cost (including development)
- Verify lead time
Bonded fin when:
- Extrusion geometrically limited
- Performance gap significant
- Cost premium acceptable
Quick Reference:
| Requirement | First Choice | Alternative | |-------------|--------------|-------------| | Lowest cost | Stock extrusion | Custom extrusion | | Fastest delivery | Stock extrusion | Bonded from standard parts | | Maximum performance | Bonded (brazed) | Custom extrusion | | Copper base needed | Bonded | Hybrid | | Very tall fins | Bonded | Stacked extrusions | | High volume | Custom extrusion | Bonded | | Low volume | Stock extrusion | Bonded |